















プラズマアークの原理
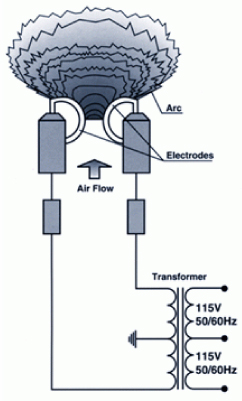
鉤型の金属ワイヤー電極が互いに接近して配置されており、それぞれ高圧トランスに接読されている。このトランス12kVの高電圧に電源電圧を変換する。
安全の理由でトランスはたとえ短絡が起こっても、電極に流れる電流量を制限する機能を持っている。
電力が電極に供給されるに従い、電気的なアーク放電が互いに最も接近している電極の先端でのみ発生する。
ブロアによって供給される一定流量の空気がアーク放電の方向をそらせ、電極の鈎型の曲線に沿って広がりを生じる。
一定量のアーク放電の供給は1秒あたり50アーク放電の広がりの大きさはトランスの2次電圧、プロアで発生する空気の速度及び電極の幾何学的形状に依存する。
電圧が高くなれぱなるほど、アーク放電はより遠くまで広がるが、しかしながらエアーの流速があまりに速いと、アーク放電が必要以上に速くくずれてしまうので、有効な処理幅がかえって減少する。
連続したアーク放電が高いエネルギーを持つイオンを詰め込んだコロナ放電を発生させる。
このエネルギー場はさらされる表面の漏れ性を増加させる能力を持つので、高分子の表面とインキ、コーティンク剤、接着剤の間に必要な相互結合力を与える。

処理システムの原理
電極間で発生したコロナ放電はすべての方向に等しく拡散する。
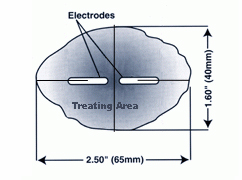
典型的な生産の機構において、処理しようとする対象物の表面を電極からおおよそ 5mm の距離に置く力樋過させる。
停止した対象物の処理パターン(エリア)は楕円形である。(左図参照)
処理対象物が右図の矢印で示される方向に移動する場合、処理される幅は 65 mmまでに制限される。
この理由のためにプラズマアークの応用は小さな処理面積や対象物にいくらか限定される。
しかし、1個以上の処理ヘッドを使用すれば、より大きな面積を処理することもできる。
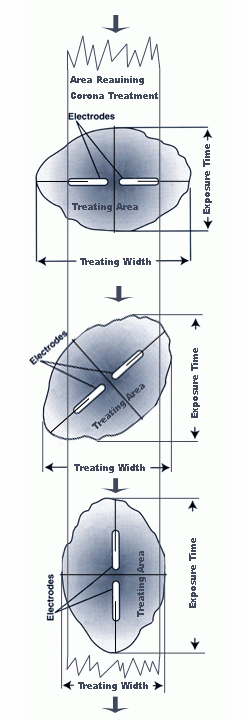
対象物が処理ヘッドの下を通過するとき、要求される処理レベルが達成される速度は、処理しようとする物質の種類、要求される処理レベル及び処理しようとする幅に依存する。
もし、処理ヘッドの能力の最大値 65mm まで処理する必要がなければ、左図に示されるように、ヘッドを回転して処理時間を短縮できる。
ヘッドをより回転すれば、暴露時間がより長くなり、処理レベルの向上やより速い処理速度力が可能になる。

プラズマ照射の3大原理
活性化されたプラズマ粒子が「表面を洗浄・脱脂」「表面を粗す」「表面を活性化」の3つの作用を同時に行う事で、対象物の表面を改質し濡れ性を高めます。
| 洗浄効果 | 表面に付着している有機物(汚れ)をプラズマで除去する |
| 粗面効果 | プラズマ粒子により表面に分子レベルの凹凸ができる |
| 活性効果 | プラズマ粒子により表面の分子結合鎖を分解する |




